JBO arbeitet ständig an der Fertigungsoptimierung. Infolgedessen wurden im Jahr 2018 Messtaster angeschafft, die direkt auf dem Werkzeugrevolver der Mehrspindel-Drehautomaten montiert waren, um die Messung in der Fertigung in den laufenden Prozess zu verlegen. Diese ersten Messtaster zeigten, dass die Idee richtig war – allerdings konnten sie den rauen Bedingungen im Bearbeitungsraum der Drehmaschinen nicht standhalten. Die Taster waren aufgrund der starken Vibrationen und Schläge, die bei Drehmaschinen auftreten, sowie aufgrund der physikalischen Belastung durch herumfliegende und hängenbleibende Späne nach nur drei bis fünf Monaten defekt. Als Ursache stellte sich heraus, dass die Messwerke nur einfache Kugelpaare enthielten, die aufgrund von Verschleiß mit der Zeit nicht mehr in die Ausgangsstellung zurückgingen.
Patentiertes planverzahntes shark360-Messwerk
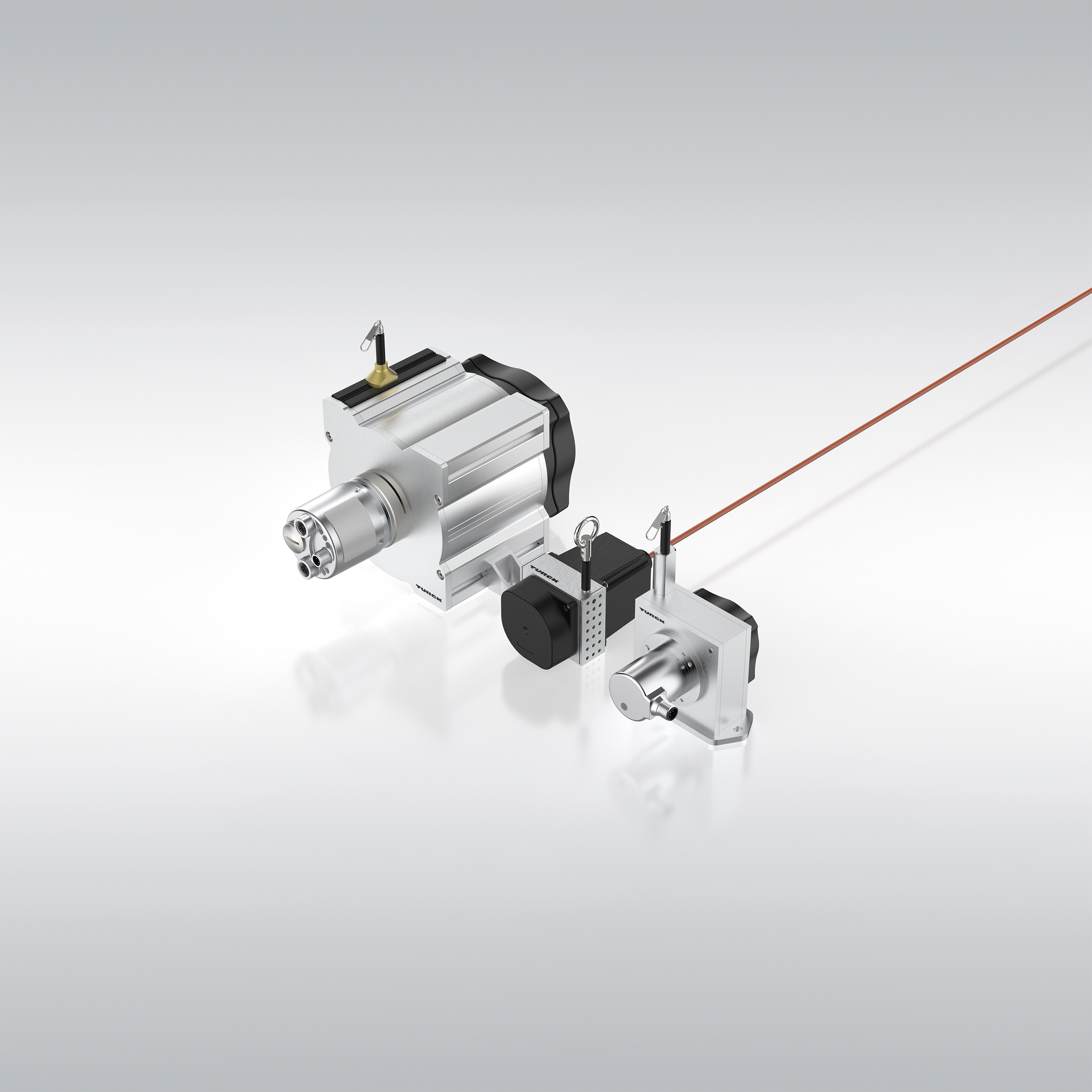
Blum machte JBO auf den Messtaster TC54-10 T aufmerksam, einer speziellen Version des Blum-Messtasters für den rauen Einsatz in Drehmaschinen. Das patentierte planverzahnte shark360-Messwerk bietet eine hohe Messgenauigkeit selbst bei außermittiger Antastung sowie ziehende und – wichtig bei JBO – torsionsbeaufschlagte Messungen. Zusätzlich kommen bei JBO ein Schwingungsdämpfer zwischen Werkzeugrevolver und Messtaster sowie schwingungsgedämpfte Batteriefächer zum Einsatz. So widerstehen die Messtaster den Umweltbedingungen nun schon seit vielen Jahren. Die auf vier Drehmaschinen eingesetzten Messtaster sind mit einem kreuzförmigen Tasteinsatz ausgestattet, der das Messen von Werkstücken auf Haupt- und Gegenspindel erlaubt. Diverse Messungen werden direkt nach der Bearbeitung durchgeführt. „Neben bestimmten Maßen, die je nach Werkstück unterschiedlich sind, erfolgt die Kontrolle der Zentrierbohrungen, die bei späteren Prozessschritten benötigt werden. Der Zentrierbohrer bricht gerne mal, da ist es wichtig, zu überprüfen, ob die Bohrung korrekt gefertigt wurde“, erklärt Prozessingenieur Markus Beisel. „Je nach Werkstück wird jedes Teil oder auch jedes dritte oder vierte gemessen. Auf jeden Fall sind die Messungen im Prozess viel zeitsparender als die frühere externe Messung.“
Enorm mehr Output
Da die meisten Werkstücke aus hochlegiertem Werkzeugstahl bestehen, ist der Verschleiß der Werkzeuge groß und muss während der Bearbeitung kompensiert werden – bzw. die Bearbeitung stoppt, wenn anhand der Werkstückmessung erkannt wird, dass das Werkzeug zu stark verschlissen ist. Dennoch ist JBO dank der Messung im Bearbeitungsraum erstmals in der Lage, mannlose Geisterschichten in der Dreherei zu fahren. Die Blum-Messtaster auf den Maschinen messen direkt nach der Bearbeitung und arbeiten so lange, bis kein Rohmaterial mehr da ist, Späne hängenbleiben, die Fehlmessungen verursachen oder manuell ein verschlissenes Werkzeug zu wechseln ist. Das können drei bis vier Stunden sein, es gab aber auch schon Werkstücke, bei denen die Fertigung die ganze Nacht und den halben Vormittag lang mannlos gelaufen ist. So wird der Output massiv gesteigert! Zudem produziert Johs. Boss dank der Blum-Messtaster fast ausschließlich Gutteile.
Auch auf den Fräszentren optimieren die Blum-Messtaster die Prozesse. Hier sind es Taster des Typs TC52. Sie werden in den Fräsmaschinen einerseits zur Werkstücknullpunkterfassung, anderseits zur Temperaturkompensation eingesetzt, um die Veränderungen der Maschinen durch deren Erwärmung bei der Bearbeitung auszugleichen: Die Achsen verändern sich um bis zu fünf hundertstel Millimeter, wenn die Maschinen zehn Minuten stehen. Da ist ein Einmessen mit dem TC52 an einem Referenzwerkzeug hinter dem Spannbereich sinnvoll, um gleichbleibende Qualität zu gewährleisten. Neben dem Referenzwerkzeug sitzt zudem ein Blum-Werkzeugmesstaster ZX-Speed für die Werkzeuglängen- und Radiusmessung.
Herausforderungen bestens gelöst
Dank der Messtaster und den Messungen im Prozess erreichte JBO mehr Konstanz. Nach dem Fräsen werden die Teile gehärtet und weiterbearbeitet. Früher gab es bei diesem Schritt öfter Probleme, wenn die Teile größere Schwankungen in den Messergebnissen aufwiesen. Das ist mittlerweile vorbei, die Teile bleiben zuverlässig innerhalb der Toleranz sehr eng beieinander. „Die Blum-Taster arbeiten bei uns bereits seit mehreren Jahren absolut zuverlässig. Unser ’schlimmstes‘ Problem ist, wenn der Maschinenbediener beim Putzen nicht aufpasst und den Tasteinsatz verdreht“, schmunzelt Markus Beisel. „Mit dieser hohen Zuverlässigkeit spart uns das Messen im Prozess mit den Blum-Messtastern jeden Tag viel Zeit und ermöglicht Geisterschichten, die früher nicht möglich gewesen wären. Und das bei noch besserer Qualität und weniger Ausschuss als früher – mehr kann man nicht verlangen!“